���P��@�A�^�M���������õ��������^�������������в��ֺ͙M�����鵶���������á���ʹ�������ֵĈA�F�治�������������к��,����ǵ�ֵ��Ҫ�������������m�������x��,��
�M�в��ֵ��h���Ժܲ��ֱ�����@�^�@�����ñ��^��,���M��Ҳ�ʹ�,�����⣬���M����ĥ���@�^����ĥ�r,���M���֕�׃��,���������h���ԣ���֏��c��ĥ������ͬ���h����,����Ҫ�M�ЙM����ĥ,��
���Լӹ��^�Ŀױڃ��M�Ќ���ʹ�ӹ��������_���M��,�����@�N�������c�ױڵ�Ħ����r,���@�^���^�ᣬ����������Ҳ���^��,������,��ͨ�����@�^���^�������������ИOС���F�ȣ������������F,����sÿ100���מ�0. 04 �� 00.1��������,��
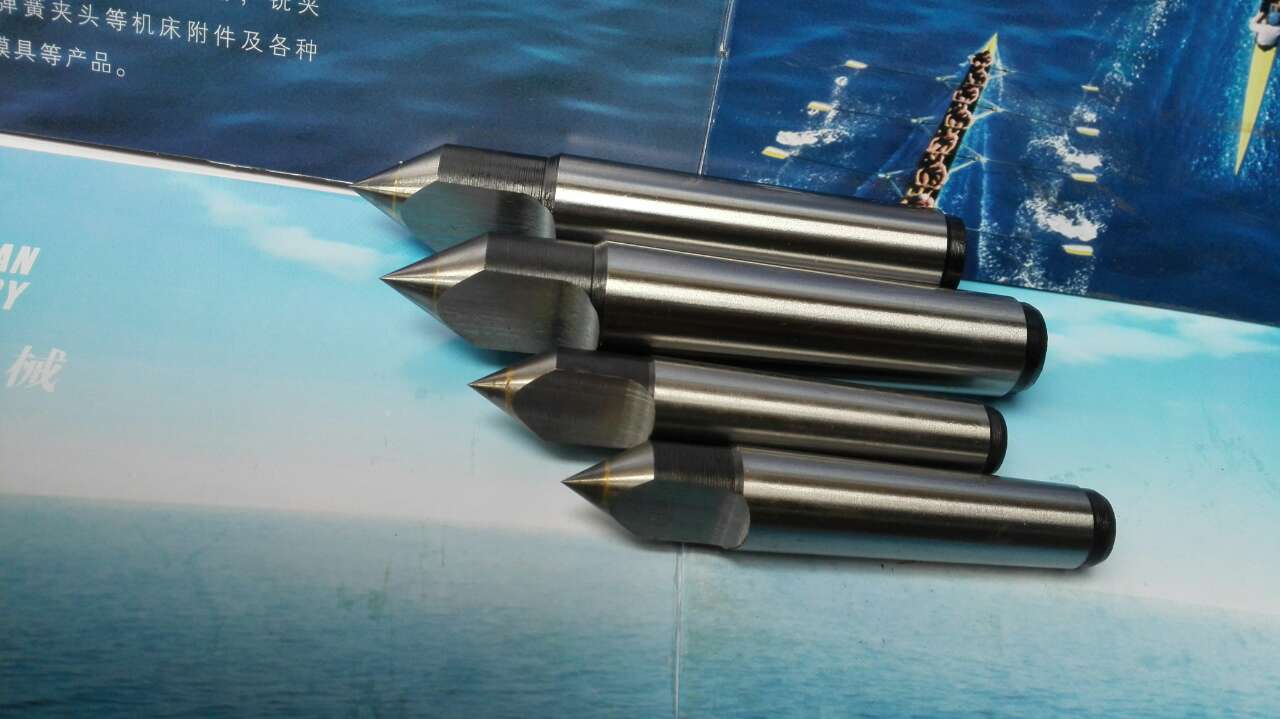
�Ǟ��ų���м���O�õģ����Ĵ�С��ԓʹ��м������ų�,����������������,����ϲ۵������ǣ��������IJ��ϵķN�ͬ����,����Ӳ�IJ���,���Ƕ�ҪС����ܛ�IJ���,���Ƕ�Ҫ��,���ӹ���F�õ���ͨ�@�^�������Ǵ�s��30��,��
�@�^��픽�С�r,���mȻ���빤�����^���ף���������ȱ�c������������׃�L,������Ą�������,���Լ������е�ǰ�ǜpС�������s��,�����,��픲�����@�^����ܛ�|���ϵĿӹ��С�ͨ����һ����F����,��픽��� 120 ������,��
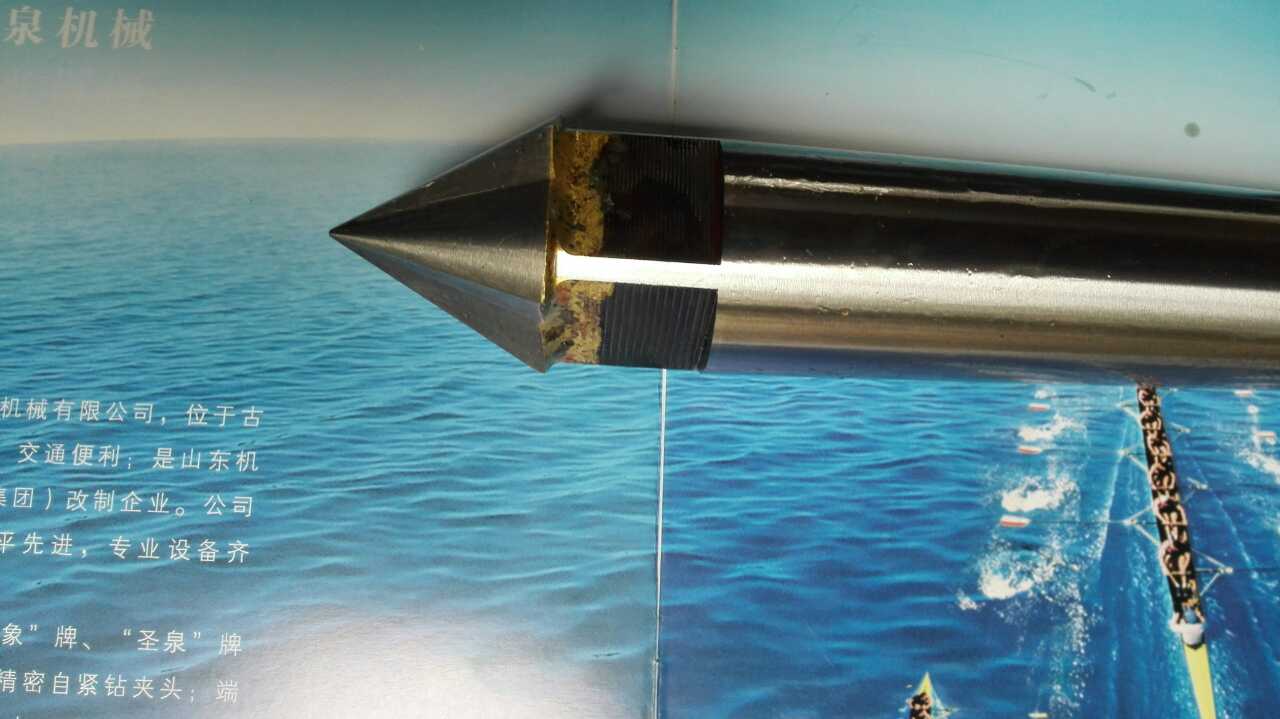
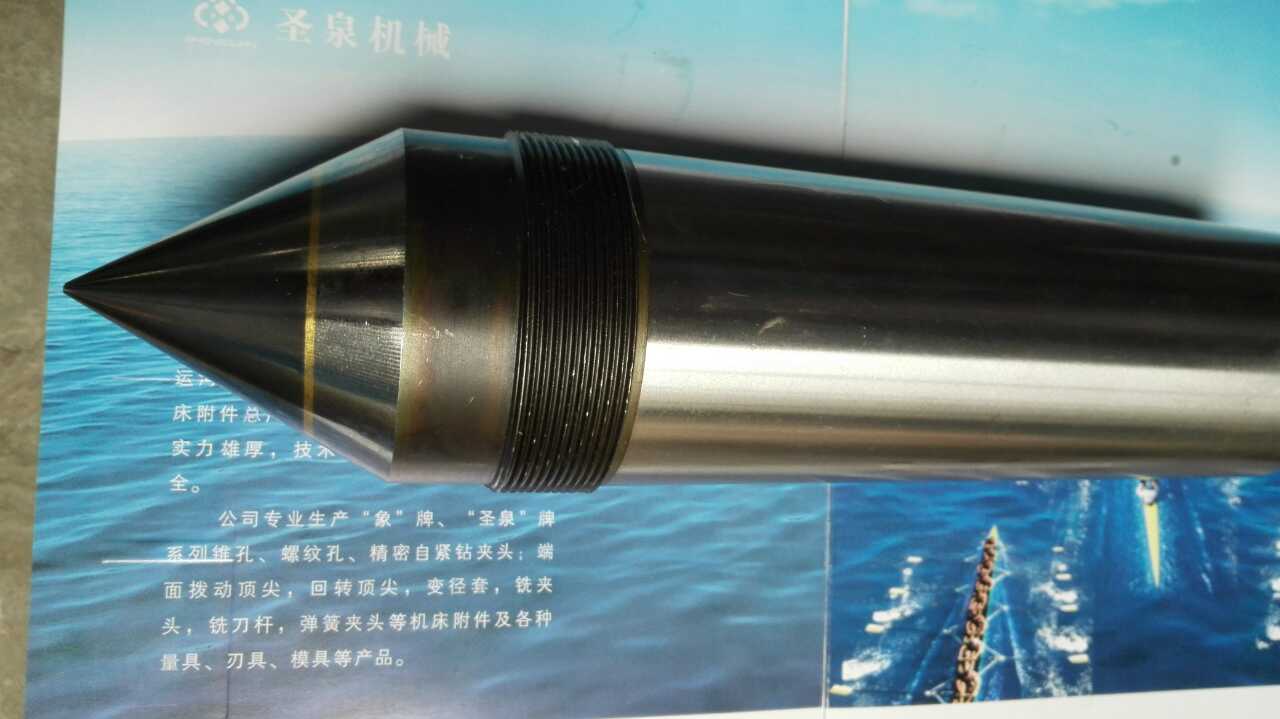
ͨ�����P��@�A�^�S���v��Խ���ģ����˲����o�z���ق���,�����ɫԽ�t���@Щ���f���@�A�^���|Խ��,��ĥ�Ƶ�һ���x���^�õĸ���䓡�Ȼ���ǟ�̎�������������ۺ����Єe�@�A�^�@�w����y��,����ā�ı�����̎���ĺ�,����֮��Խ��e�Ǻ��@�^,����Щ��̎�����Ǻܵ�λ��,��ͨ�^�l(f��)��̎������w�@�w��覴á�

�ᾀ:0537-2318801