�o����B���P��@�A�^�ĽM��
�g�[�Δ�(sh��)������Ϣ��(l��i)Դ����(j��)���δ���(sh��)�ؙC(j��)е����˾�l(f��)���r(sh��)�g��2018/12/8
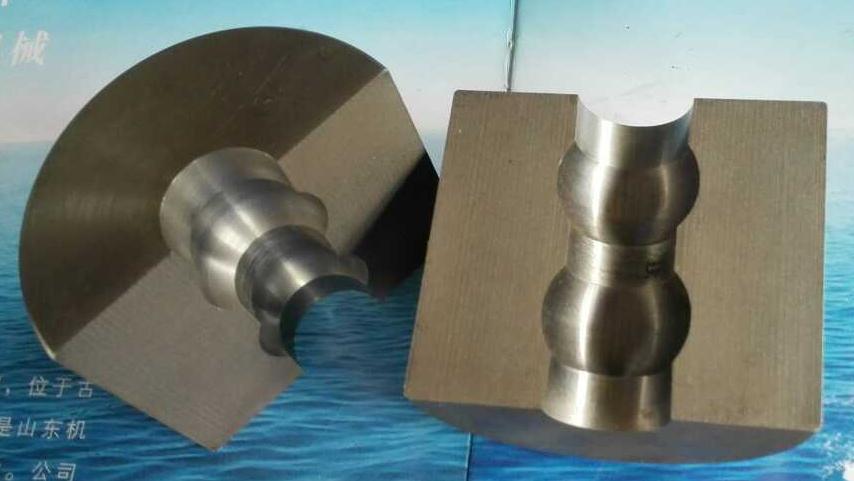
���P��@�A�^�M(j��n)���������õ��������^��,�����������в��ֺ͙M�����鵶����������,����ʹ�������ֵĈA�F�治�������������к�ǣ���ǵ�ֵ,��Ҫ����(j��)���������m��(d��ng)�����x��,��������ҽ�Bһ�²��P��@�A�^�ĽM��,��
�M�У��M�в��ֵ��h���Ժܲ�,����ֱ�����@�^�@�����ñ��^��,���M��Ҳ�ʹ�����,����(j��ng)�M����ĥ���@�^����ĥ�r(sh��)���M���֕�(hu��)׃��,���������h����,����֏�(f��)�c��ĥ������ͬ���h���ԣ���Ҫ�M(j��n)�ЙM����ĥ,��
�Ў������Լӹ��^(gu��)�Ŀױڃ�(n��i)�M(j��n)�Ќ�(d��o)��,����ʹ�ӹ��������_���M(j��n)�С����@�N��(ch��ng)�����c�ױڵ�Ħ����r(sh��),���@�^��(hu��)�^(gu��)��,����(d��ng)��������Ҳ��(hu��)�^(gu��)�����ԣ�ͨ�����@�^���^�������������ИOС���F��,�������������F,����sÿ100���מ�0. 04 �� 00.1�������ҡ�
�����ۣ��Ǟ��ų���м���O(sh��)�õ�,�����Ĵ�С��(y��ng)ԓʹ��м������ų�,������(y��ng)���������ǡ���ϲ۵�������,����(y��ng)�����IJ��ϵķN�ͬ����,����(du��)Ӳ�IJ��ϣ��Ƕ�ҪС,����(du��)ܛ�IJ���,���Ƕ�Ҫ�ӹ���F�õ���ͨ�@�^,�������Ǵ�s��30��,��
�@�^��픽ǣ��@�^��픽�С�r(sh��)���mȻ���빤�����^����,�����Dz��P��@�A�^��ȱ�c(di��n)������������׃�L(zh��ng),������Ą�(d��ng)�����ӣ��Լ������е�ǰ�ǜpС,�������s��,����ˣ�픲�����@�^����ܛ�|(zh��)���ϵĿӹ���,��ͨ����(du��)һ����F����,��픽��� 120 �����ҡ�