���P��@�A�^�S�ҽ�B���P�ĥ�@�^�ļ���
�g�[�Δ�(sh��)������Ϣ��Դ����(j��)���δ���(sh��)�ؙC(j��)е����˾�l(f��)���r(sh��)�g��2018/1/16
����
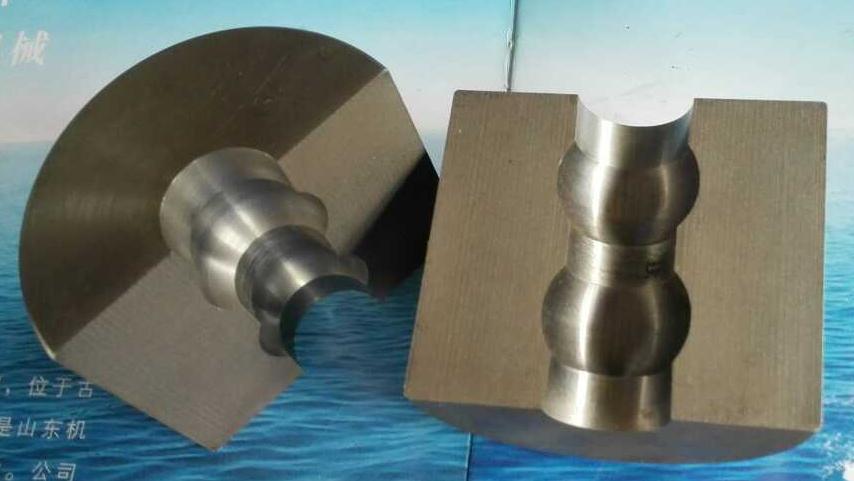
���P��@�A�^�S�ҝ�(j��)���δ���(sh��)�ؙC(j��)е����˾������v��һ�²��P�ĥ�@�^�ļ��ɣ�
���Eһ�����пڔ[ƽ݆�濿,�,����@���@�^�cɰ݆����(du��)λ�õ�**���������ЌW(xu��)��߀�]�а��пڔ[ƽ�Ϳ���ɰ݆���_ʼ��ĥ��,���@�ӿ϶���ĥ���õ�,���@��ġ��пڡ����������У����[ƽ����ָ����ĥ���ֵ���������̎��ˮƽλ��,�,���݆�桱��ָɰ݆�ı���,����������������n����˼,���˕r(sh��)�@�^߀���ܽ��|ɰ݆��
���E��:���@�Sб�ų��h��,�,����@����ָ�@�^�S�ľ��cɰ݆����֮�g��λ���P(gu��n)ϵ�,����h�ǡ���픽�118���2o��һ��,���s��60���@��(g��)λ�ú���Ҫ��ֱ��Ӱ��@�^픽Ǵ�С�����������Π�͙M��б��,��Ҫ��ʾ�W(xu��)��ӛ�����õ�һ�K30��,��60�㡢90�����ǰ���60��ĽǶȣ��W(xu��)����������,�,����Eһ�Ϳ��E������ָ�@�^��ĥǰ������(du��)λ��,����Ҫ�y(t��ng)�I�����Ҫ���˔[ƽ�пڶ������˔[��б��,����?y��n)��˔[��б���S���������˔[ƽ�п�,���ڌ�(sh��)�H�����������ܕ�(hu��)���@Щ�e(cu��)�`���˕r(sh��)�@�^��λ�����_����r��(zh��n)����|ɰ݆,��
���E������������ĥ����,�����@����ָ���@�^���п��_ʼ��������(g��)���澏����ĥ,���@�ӱ���ɢ�����ĥ,���ڷ�(w��n)��얹̿��Eһ�����Ļ��A(ch��)��,���˕r(sh��)�@�^���p�p���|ɰ݆,���M(j��n)���^��������ĥ����ĥ�r(sh��)Ҫ�^��ľ�����,��Ҫ���r(sh��)�{(di��o)��������С,����ע���@�^����s����(d��ng)��s�������_ʼ��ĥ�r(sh��),��Ҫ�^�m(x��)�[�ÿ��Eһ,������λ�ã��@һ�c(di��n)�����ڳ��W(xu��)�r(sh��)��������,��������(hu��)���������ظ�׃��λ�õ����_��,��
���E�ģ������[��(d��ng)β�e�N,�,����@��(g��)��(d��ng)�����@�^��ĥ�^����Ҳ����Ҫ,�����ЌW(xu��)������ĥ�r(sh��)�ѡ����[��(d��ng)��׃���ˡ������D(zhu��n)��(d��ng)����ʹ�@�^����һ�����б��Ɖ�,��ͬ�r(sh��)�@�^��β�����ܸ��N��ɰ݆ˮƽ���ľ�����,����t��(hu��)ʹ�п�ĥ�g���o������,��
����ͽ�B���@��,������Ԕ��(x��)��Ϣ�gӭ���������P��@�A�^�S�ҝ�(j��)���δ���(sh��)�ؙC(j��)е����˾���҂��Ќ��I(y��)���g(sh��)�ˆT�������,��